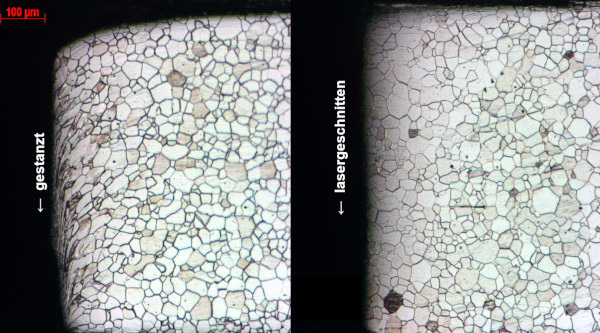
The laser cutting technique is based on the ability of laser radiation (whether constant or pulsed) to cut metallic and non-metallic materials to varying thicknesses. The basis for this process is a laser beam that is directed, shaped and focused. If the beam hits the metal sheet, the material heats up so much that it melts or vaporises (material ablation). The entire energy of the laser is concentrated on a point with a diameter of about 0.2mm - 0.3mm. If more heat is fed in at this point than can flow out by thermal transfer, the laser beam fully penetrates the material, which removes some of the substance itself. While alternative processes involve the application of enormous force onto the metal sheet with the use of massive tools, the laser beam does its work with the minimum of damage to the structure of the material. By applying the correct parameter settings, the input of heat caused by this process can be adjusted so that the effect it has on the magnetic properties is similar to that of the stamping process.
The correct choice of laser system
No one single form of laser technology will be able to deal with the requirements of all the different materials. For example, a solid-state laser is required for non-ferrous metals, which cannot be cut by a CO2 laser. The laser system also has an effect on the geometry of the sheet that is being cut; a particularly delicate geometry is therefore best cut by a laser with a very fine diameter, in order to keep the thermal effect as low as possible. Yet another factor to be considered when choosing the laser technology is the production volume and quality requirements.
As a result, we here at LCD LaserCut AG not only use classic CO2 and fibre lasers, we also use microfibre lasers that allow us to cut small components to an accuracy of within 0.01mm.
Benefits of laser cutting
We maintain an extensive stock of all the various types of sheet steel and coatings so that we can manufacture your components as quickly as possible. All our sheet steel is manufactured to DIN EN 10106/10107 (non-grain oriented and grain oriented).
In addition, we have also built up a store of special grades of sheet steel over the past few years. Our special sheet steel grades include cobalt iron, 10JNEX900 and nickel iron.
Of course, we also work with laminations delivered to us by our customers. If required, we will even apply bonding varnish to the material supplied by you.
As a rule, stack height tolerances are determined by the thickness of the relevant lamination (+/- 1 sheet thickness). These stacks can also be finished at a later stage to maintain tighter tolerance values.
In line with the EN10106 standard, lamination thicknesses are subject to the following tolerances:
+/- 8 % of the nominal value of the thickness for 0.35 mm and 0.5 mm
+/- 6 % of the nominal value of the thickness for 0.65 mm and 1.0 mm
However these tolerance ranges are not normally required in full
Click here for more information about the Material stock list


