We will support you, from the development of prototypes to mass production. Our broad network of contacts and sector expertise enables us to produce the optimum solution for your orders, using the very latest tooling. Our customers describe us as a technological leader.
For us, this means that we:
We believe that our strengths include individual, project-specific advice and support in order to achieve the best possible solution to meet our customer's requirements. We will contact you at an early stage should any potential production problems arise, and work out appropriate solutions or alternatives - which we regard as good service. It seems natural to us that we should point you towards any potential opportunities or improvements. We also check the way the project is implemented with regards to its suitability for mass production at a later stage, and for the generation of components that are close to production.
All the insights and information we acquire in connection with any project will be made available to the customer when that project ends.
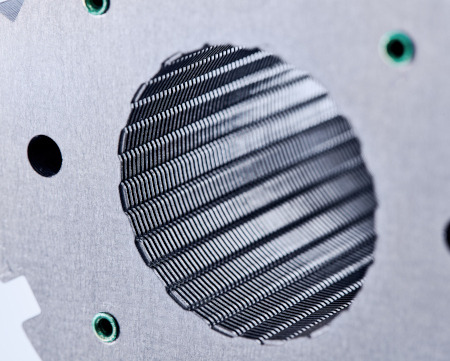
We can use the example of a large segmented stator to illustrate an innovation by LCD LaserCut AG.
The winding slots on the internal diameter of the lamination stack are angled, for electrical reasons. The mechanical guide slots (e.g. swallow tails) on the outer rim of the lamination stack are straight.
Each lamination therefore has a different geometry and is a unique item - a situation that is ideally suited to the flexibility of laser production. LCD Slice Software is used to program the laser, and the lamination stack is produced in one continuous process.
Method
A 3D solid is created for the stator, rotor or segment stack. The length of the iron core is cut into slices (laminations), according to the thickness of the material. The laminations (each with its own independent geometry) are cut by a laser and then layered into a stack shape in the normal way. This lamination stack can be secured by the usual methods, e.g. welding, bonding, screwing, riveting, etc.
Benefits
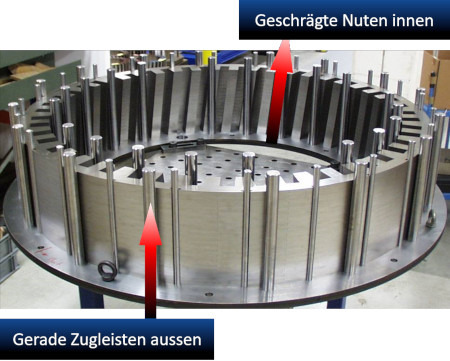
Stator external diameter: 1,800mm
Segmented structure
Inner slots are angled, outer guide slots are straight
Each individual lamination is unique!
Executed with LCD Slice Software.

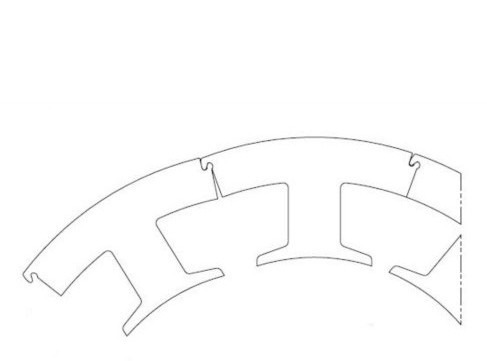
Segment package consisting of 90° segments, constructed according to the brickwall principle
Segmentation of large rotor and stator laminations involves the division of the 360° slice of steel sheet into a number of separate segments. The angle may be variable, but this is determined by the geometry. The potential for segmentation will be defined between the customer and LCD in advance. During the stacking process, the segments are stacked on top of each other in a "brick wall" formation. This then produces the required rotor or stator in the form of a single component once the bonding process has been carried out.
This process makes it possible for large components to be manufactured with small laser machines or automatic punching presses.
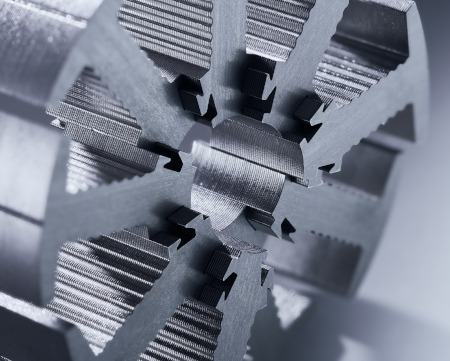
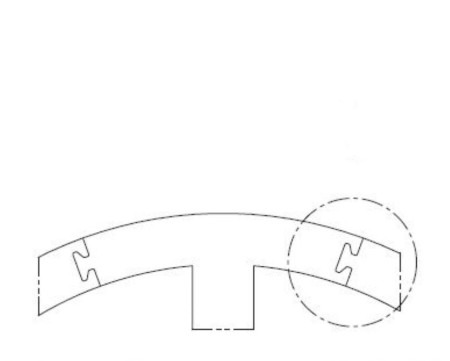
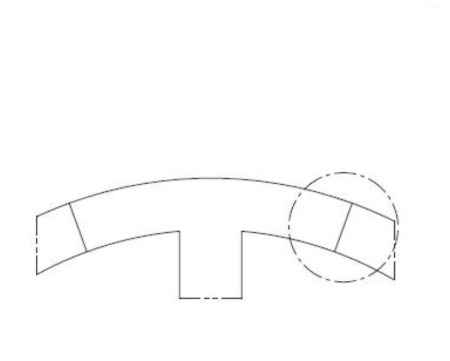
Another option is to divide stators into single tooth segments. The development of single tooth stacks makes the winding process easier, while also enabling the copper ratio to be increased in each tooth stack. The individual stacks are connected together through a coupling (as depicted below) to form the stator.
The appropriate coupling will be specified in accordance with the requirements.
Benefits
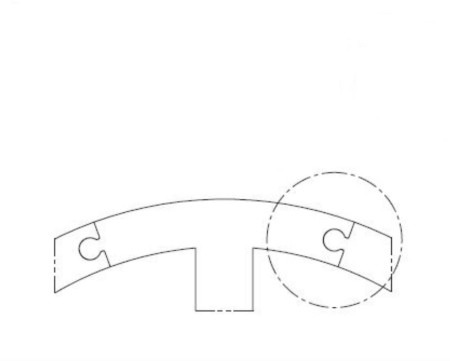
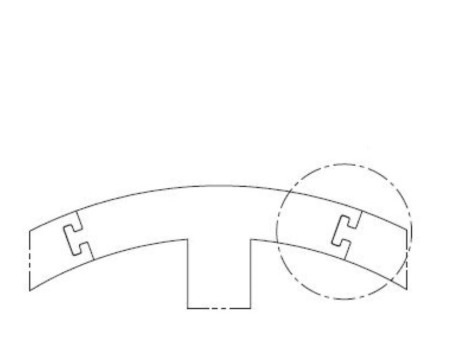
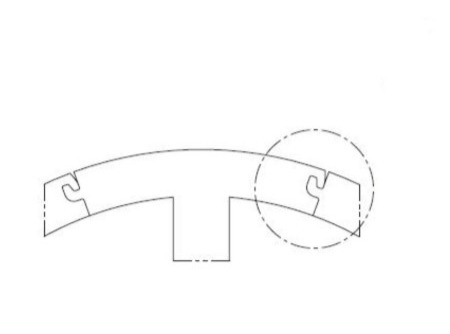
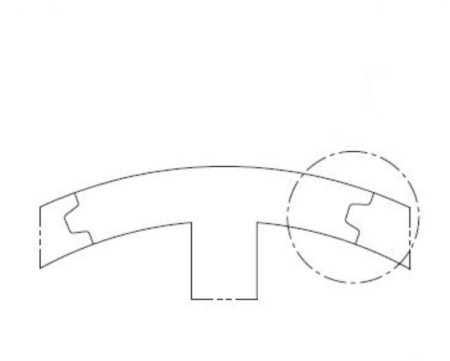
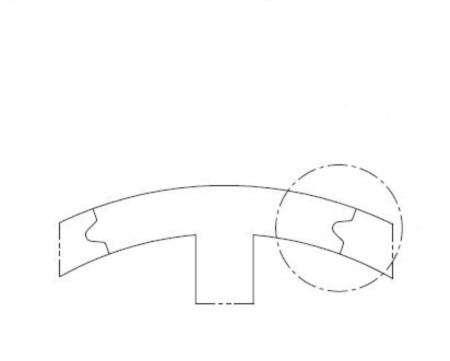
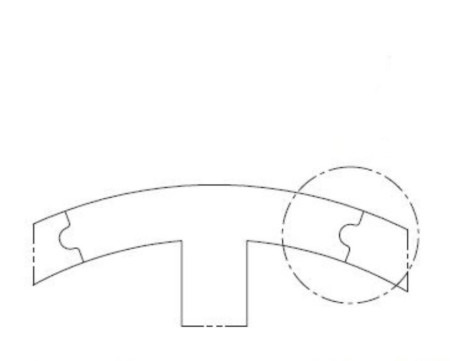
A selection of the various tooth connections is shown above. The cost of joining the individual tooth stacks together may be reduced, depending on which connection option you use. The advantage of the axial method is that it improves the stack structure, which results in a higher level of precision. LCD LaserCut AG will be very happy to help you specify the connection. We are also able to carry out various tests. You will receive the test results (joint strengths, torque, etc.) in digital format, which may be enormously important when it comes to the mass production stage.
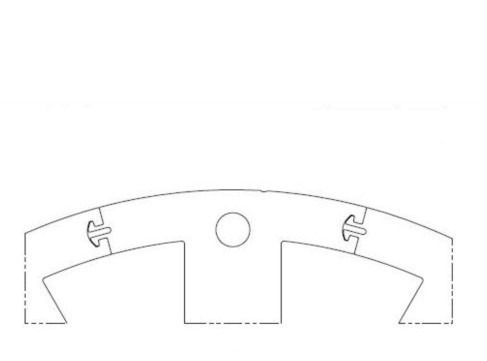
The profiled bore was developed to simplify the join between two components, e.g. joining a shaft and a rotor.
The required characteristics are achieved by the specific displacement of geometrical elements in the vicinity of the join (low insertion force, high torque, variable contact ratio).
This type of connection enables different components to be joined together easily and without any thermal effects. At the mass production stage, this produces major advantages in comparison with conventional jointing techniques and can frequently be used to resolve problems.
Benefits
Rotor stacks are cold pressed (joined) onto the shaft